


北川本家・田島杜氏に聞く
■vol.1 京都伏見の伝統ある酒蔵で学ぶ酒造り
■vol.2 江戸から続く酒蔵を支える職人技とは?
■vol.3 日本酒「富翁」に込められた思い
■vol.4 「最高の酒」をつくりあげるチーム力とは?
■vol.5 「匠の技」を次世代へ!技術継承への使命
京都・伏見の地でおよそ360年の長きにわたり酒造りを続けてきた北川本家の杜氏・田島さん。
仕込みの時期真っただ中にお伺いし、伝統ある酒造りの様子を、田島杜氏にご案内いただきました。
前回に続き、酒米を蒸す蒸米という工程を見学させていただく中で登場した「酒米」について田島さんに教えていただきました。
普段、私たちが炊いて食べているお米は、酒造りにおいては「一般米」と呼ばれるのですが、それに対して、酒造りに適したお米は「酒造好適米」=「酒米」と呼ばれています。
こちらの写真は、一般米(左)と、酒造好適米である山田錦(右)とを比較したものですが、その違いがおわかりでしょうか?
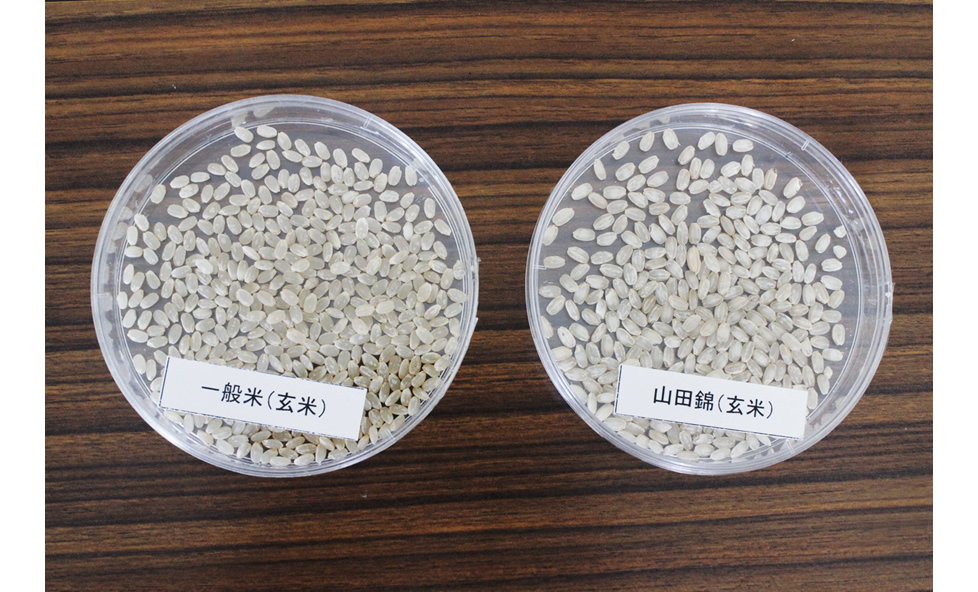
酒米の特徴はなんといっても、一般米よりも粒が大きいということです。
粒が大きいほうが、なぜ適しているのか。それは日本酒の製造工程に関係しています。
良い日本酒をつくるためには、お米の表面を削ったものを使う必要があるので(雑味の原因になるそう)、そのためには粒が大きくなければ削ることができません。
どれだけ削ったのかが「精米歩合」として瓶のラベルに表記されており、その値が低ければ低いほど削られた部分が多いということです。
こちらが、精米される前の玄米の状態の山田錦(左)と、精米歩合39%の山田錦(右)です。
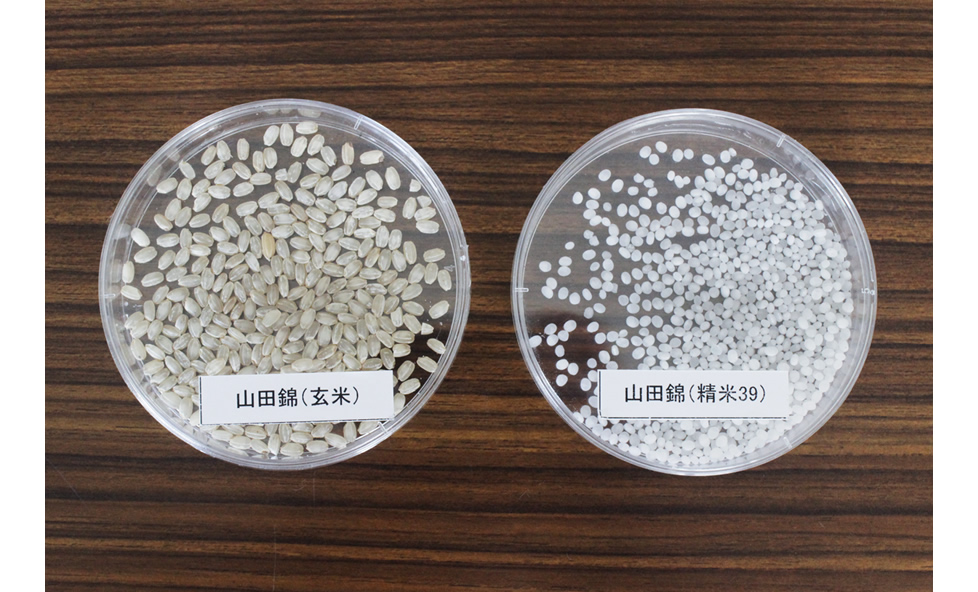
比較してみると一目瞭然。
精米歩合39%ということは、削る前の玄米を100%としたとき61%も周りを削っているということ。
一粒ひとつぶがかなり小さく、丸みを帯びているのがわかりますね。
また粒の中心が少し白くなっているのですが、この部分を「心白(しんぱく)」といいます。(通常私たちが食べているお米には心白はありません)
酒造りにつかう酒造好適米だけに存在する心白には隙間が多く麹菌が繁殖しやすいため、良い麹ができるというわけです。
こうして丁寧に時間をかけて精米し蒸されたお米を仕込んでいくのですが、蒸しあがったものをそのまま仕込むというわけではありません。
蒸しあがってすぐの蒸米は熱々なので、最適な温度まで冷まされてから仕込みに用いられます。

温度計を使い最適な温度かチェックする。
酛に、添(そえ)・仲添(なかぞえ)・留添(とめぞえ)の三段階で仕込んでいくことを三段仕込みと言います。
三段仕込みとは、醪(もろみ)をつくる工程でその元になる酛(酒母)へ麹と蒸米を3回に分けて加えていくことで、一度目を「添(そえ)」、二度目を「仲添(なかぞえ)」、三度目を「留添(とめぞえ)」と呼びます。
複数回に分けることで、醪の酸度を保ち、酵母の増殖を促進することができるので、この方法がとられています。
こうして仕込むことによってできた醪は、20日~30日程度の長い時間をかけてゆっくり発酵していきます。
気候や温度によって様子が変わるので、厳重な温度管理のもと毎日香りや状態が確かめられ、完成を迎えるというわけです。
醪の表情を見極める職人技

仕込みが終わり、発酵が進む醪
こちらは精米歩合39%の山田錦を使って仕込まれた醪です。
まさに発酵途中ということで、表面に多くの泡がたっていました。
「使うお米や酵母によって表情が全然違うんですよ。表情をよく観察し見極める力が重要です」
数値で測るだけではわからない微妙な様子の違いを見分けることが必要なのだそう。
「日本酒は、酵母が糖分を食べて発酵していく過程で、アルコールと二酸化炭素を出します。ということは、この中には二酸化炭素が充満しているということなので、万が一この中に落ちたら呼吸ができないんですよ」
と、さらりとヒヤッとすることをおっしゃる田島さん。
香りをかいでみると、二酸化炭素の刺激がぐっときたので驚きました。
「確かにここに落ちたら息ができないな……」とドキドキするのと同時に、醪の中で活動する酵母たちの命が感じられ、発酵とは生きた酵母たちの力をかりることだというのが実感として迫ってきました。

まだ搾られる前の醪の上澄みの部分
発酵が完了すると、醪から生酒を搾り出します。搾り出したあとに残る白い固形物が冬のお鍋や粕汁に欠かせない「酒粕」ですね。
搾りたての生酒は種類によって異なりますが、ろ過・火入れ(加熱して殺菌処理すること)を経て、瓶詰され私たちの手元に届くというわけです。

北川本家を支える杜氏としての矜持
仕込み作業を見せていただき、職人技という点から培ってきた感覚が重視されるのかと思いきや、感覚だけではなく理論や数値の部分とバランスをとり計算が成されたうえで進められていることに驚きました。
「数字にできない繊細な部分はありますが、だからといって全てを感覚で判断しないようにしています。たとえば醪がこの状態のとき、気温は何度なのか、発酵させ始めて何日なのか。そのほかにもいろいろな状況を数値化して記録していくことで、感覚の理由付けができます」
「それに理論上はうまくいくことが、外的要因でうまくいかないこともあります。理論・感覚・数値の全てを駆使して、自分の思いに近づいていくべきだと思っています」
とはいえ、まずはその感覚を磨くのが難しそうですと言うと、
「毎年、目的・考えをもってちゃんと酒造りを見ることが大切です。私は経験が長い分、たくさん見てきました。そうすると自然に感覚が身に付きます」
先代の杜氏にいろはを叩き込まれ多くを学んできたからこその言葉に、北川本家さんを支える杜氏としての矜持が感じられました。
vol.3へつづく。
株式会社北川本家
住所:京都市伏見区村上町370番地の6
URL:http://www.tomio-sake.co.jp/
オンラインショップ:http://www.shop-tomio.com/
酒と米 おきな屋
住所:京都市伏見区村上町370番地の6
TEL:075-601-0783
営業時間:10:00~19:00
定休日:火曜日(年末年始・お盆休み有り)
※2018年11月~12月はお休みなし
URL:http://www.tomio-sake.co.jp/syouhin/okinaya.html

